Industry News and Case Studies


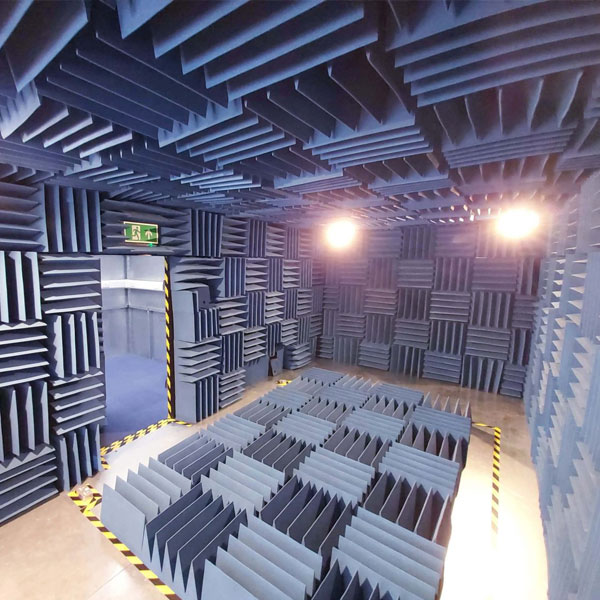
NEW RF Shielded Room in the UK
Global EMC have completed another RF shielded room (Faraday cage) in the United Kingdom.

Swansea University EEG Chamber
Universities and hospitals have an increasingly “polluted” environment due to high current cables, Wi-Fi, wireless signals and other electrical equipment. To perform…

Tyron is our new Commercial Sales Executive.
Having endured a tumultuous period of employment since emigrating to the UK in 2020, thanks to the unfortunate timing of his arrival just before the first coronavirus…

Revealing something small but perfectly formed.
We’re previewing a unique Global EMC development that’s refreshingly small but perfectly formed at Security & Policing 2023. It will change the face of digital forensic…

Warren Vayro Joins Global EMC
Experienced mechanical engineer, Warren Vayro, joined Global EMC last May to take the reins of our engineering development functions as Head of Design. But this isn’t…

Global EMC attends Police Service function
Developing and improving how we operate our supplier pre-qualification process is one of the keyways to assisting with the procurement process with Global EMC.
Global EMC continues to be part of the JOSCAR accreditation.
Developing and improving how we operate our supplier pre-qualification process is one of the keyways to assisting with the procurement process with Global EMC.
NEW RF Shielded Room in the UK
Global EMC have completed another RF shielded room (Faraday cage) in the United Kingdom.

TII Unveils the Arab World’s First Electromagnetic Compatibility Labs
Abu Dhabi’s Technology Innovation Institute Unveils world's first


Shielded Room Faraday cage for R&D
Another successful delivery of a high performance shielded room Faraday cage for one of our clients.

EMI Shielded Enclosure for Electronic Devices
Global EMC manufacture high performance EMI shielded enclosures for electronic devices.
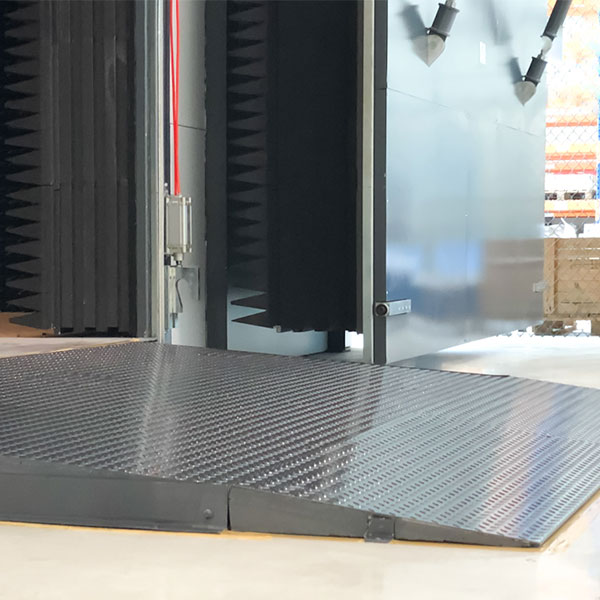
No Pit No Problem – Surface mountable ramp
Global EMC’s new surface mounted pneumatic ramp is perfect solution for any military/vehicle test chamber.

Surge Suppression Filters
In addition to our large range of EMI power and signal filters, Global EMC can supply surge suppression filters suitable for protecting vital equipment from LEMP…

Shielded Rooms for Forensic Interrogation
Global EMC has successfully delivered a new shielded room for the Forensic Interrogation of electronic devices. The shielded room was designed specifically to prevent…
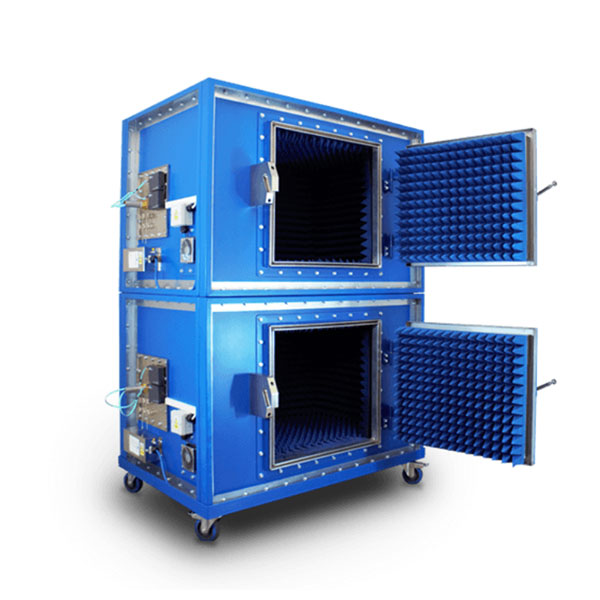
Shielded Anechoic Test Cabinets
Global EMC has successfully delivered 3 new double-tiered research and development test cabinets for mobile phones (cell phone) product development.